【中國玻璃模具網】但日常生活中,各種玻璃制品隨處可見,而玻璃模具是玻璃制品的主要成形工具。由于鑄鐵具有優良的鑄造性能、易加工性,最重要的是具有熱而不粘的性能,被廣泛用于制作玻璃模具,未來鑄鐵仍將作為制作玻璃模具的主要材質。然而,鑄鐵材料耐磨性和抗高溫氧化性能不佳,在玻璃模具使用過程中,模具型腔頻繁交替與1100℃ 左右的玻璃熔體接觸,造成玻璃模具驟冷驟熱。同時,合縫面在模具啟閉中互相摩擦撞擊,因此,高溫和磨損破壞使玻璃模具型腔尚可工作的情況下,合縫面和合縫線損壞導致玻璃模具過早失效。
針對玻璃模具的主要失效形式,國內外目前采用了合金鑄鐵、蠕墨鑄鐵等材質制造模具,但這些材料使模具的鑄造、機加工、導熱性能變差。采用等離子弧噴焊技術在玻璃模具局部區域堆焊合金粉末,可有效改善玻璃模具的表面性能,強化模具表面,延長模具的使用壽命。并且,等離子弧噴焊層質量高、稀釋率低并易實現自動化,因此推廣該工藝的應用,對玻璃模具行業有重要的經濟意義。
1 玻璃模具型腔等離子弧噴焊工藝
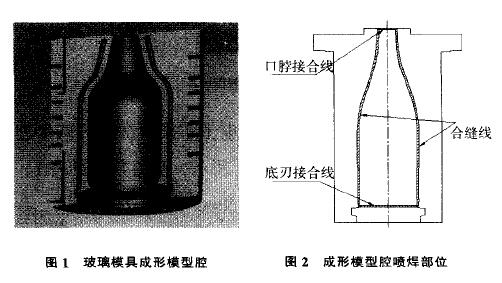
以啤酒瓶成形模型腔為例,如圖1所示。模具使用過程中模具合縫線、口脖接合線、底刃接合線(成模與底模接合線)因碰撞進行的維修占所有維修形式的80% 。雖然模具其他部分沒有損壞,接合線處的損壞也可導致模具過早失效。因此,在不改變玻璃模具整體性能的基礎上,對接合線等處進行模具局部區域等離子弧噴焊,起到強化保護玻璃模具表面的作用,噴焊部位如圖2所示。
1.1 噴焊工藝總體流程
玻璃模具型腔等離子弧噴焊工藝流程大致可以分為:噴焊前機加工、預熱、噴焊、噴焊后熱處理。
模具毛坯表面通常含有氧化皮、污銹等雜質,噴焊時易產生氣孔和夾渣,噴焊之前進行初加工,這樣可以獲得高質量的噴焊工作層。合縫線用平頭銑刀粗銑成寬3~5 mm。深1~2 mm 的矩形槽。由于口脖線和底刃接合線是圓弧曲線,采用球頭銑刀半精銑(1.5~2.5)mmx45。倒角,其他部位根據要求進行粗銑。噴焊時冷工件受高溫,噴焊處和基材熱膨脹不同會導致焊縫產生裂紋。噴焊前將玻璃模具放人電爐中預熱2~3 min,可有效防止裂紋的出現.預熱溫度一般為350~400℃ ,預熱溫度不宜過高。否則基材易被氧化,影響噴焊層的稀釋率,降低焊層的硬度和耐磨性。噴焊后的玻璃模具冷卻到室溫時.噴焊接處存在較大的殘余應力,為了穩定尺寸. 防止變形和裂紋,細化晶粒,噴焊后的模具應進行退火,將工件加熱到600~700℃,保溫1~2 h,隨爐冷卻到室溫。
1.2 等離子弧噴焊基本原理及方法
因等離子弧溫度高,熱量集中,作用時間短.焊粉和基體界面存在明顯的互熔區.在基體產生較小熱變形的情況下, 可獲得高質量濃密的焊層組織。
等離子弧噴焊設備由電源、引弧裝置、控制系統、噴焊機械裝置、噴焊槍等部分組成。噴焊槍作為等離子弧噴焊的關鍵設備,起到產生噴焊所需的等離子弧和輸送合金粉末、保護氣及離子氣、冷卻水的作用,其合理的工藝結構直接影響到焊層的質量 。工業純氬氣作為等離子氣體和保護氣,在進入等離子弧柱區,發生電離現象形成等離子體,經過噴嘴的機械壓縮、熱壓縮、自磁壓縮三重壓縮,溫度急劇升高,噴射速度極快。合金粉末通過送粉道進入弧柱區,瞬間被等離子焰流加熱到熔融狀態.并隨同等離子焰流噴射沉積到工件表面上。
噴焊時,將預熱好的工件固定在工作臺上。設定噴焊工藝參數。口脖線、底刃接合線形狀都比合縫線小. 因此噴焊順序為: 口脖線一底模線一合縫線。對于口脖線和底刃接合線處,為了減少圓弧直徑處的收縮量,采取從半圓中間向兩邊噴焊的方法。噴焊時,噴焊槍微幅往復擺動,工件以一定的轉速轉動。噴焊完半圈, 噴焊槍回到初始位置并提起,工件轉回初始位置,再噴焊另半圈。