隨著每座玻璃窯爐上所匹配的行列式制瓶機生產線在不斷地增多。越來越多的生產廠家從生產實踐中體驗到窯爐工作池和分配料道兩者的不同概念,從而導致了上世紀八十年代初,歐美等國家的玻璃窯爐由以往的工作池逐漸演變成了現代分配料道,并逐步完善了分配料道的設計和匹配的理念。因此,對現代玻璃窯爐的分配料道要十分重視,并把它作為行列式制瓶機成型工藝匹配供料道首要的前提條件來對待。
所謂的瓶罐玻璃的現代玻璃窯爐的分配料道,它是與玻璃窯爐火焰完全分隔的獨立體,與窯爐的流液洞上升道連通。為此,我們提出了現代分配料道的概念。
1.分配料道的設計要素
典型的現代分配料道和所布置的供料道,它們必需提供的要素有:
1)玻璃屬性類型
2)玻璃的顏色
3)玻璃液的深度
4)供料道的分布
5)換料次數
6)每條供料道的最小/最大出料量
以上這些要素,是設計分配料道所必須的基本參數和重要依據,還要結合行列式制瓶機成型工藝條件的一些具體要求來決定分配料道的結構設計和匹配。
2.分配料道的重要性
1)作為行列式制瓶機成型工藝相匹配的分配料道,它是供料道運行良好的重要前提條件。分配料道設計的成敗與否,會造成其后續工藝一系列的影響。尤其是隨著多段多滴出料量較大的大型行列式制瓶機而言,更應重視,其經驗教訓在國內只是近幾年才逐漸被人們所認識。
2)依據國外近幾年最新的觀點,分配料道最重要的是對玻璃溫度起到有效的調節作用,它是供料道內料液溫度調整的保證和前提條件。
3.分配料道與窯爐的關聯
1)最新分配料道的概念,是應把分配料道當作一個獨立體。精準的分配料道設計,是以制瓶成型工藝要求作為其服務中心而定位。即高溫的玻璃液由流液洞(Throat)上升道進入到分配料道后,是靠分配料道進行溫度調節。從流液洞上升道進入到分配料道玻璃液的溫度范圍在1150~1420℃左右,而供料道入口溫度大致在1150~1300℃。
2)分配料道的設計非常重要,它依據匹配的供料道數量多少和工藝布置形式不同而不同,還有每條供料道的出料量和玻璃液溫度要求而定的。它嚴密的科學性,決非是窯爐工作池一個簡單的概念。
3)分配料道的相對標高與玻璃窯爐的標高不是相同的概念。其高度的差異,是要依據不同玻璃液的溫度和粘度或玻璃窯爐熔化面積的大小而有所區別。
4)分配料道的相對標高與供料道的相對標高,也必須有降差。高度的降低也是要依據不同玻璃液的溫度和粘度或玻璃窯爐熔化面積的大小而有所區別。
5)現代分配料道與玻璃窯爐的關系,依據窯爐日出料量的大小不同,分為單流液洞和雙流液洞兩種。
現代分配料道的典型的實際案例,如圖1、圖2、圖3所示。
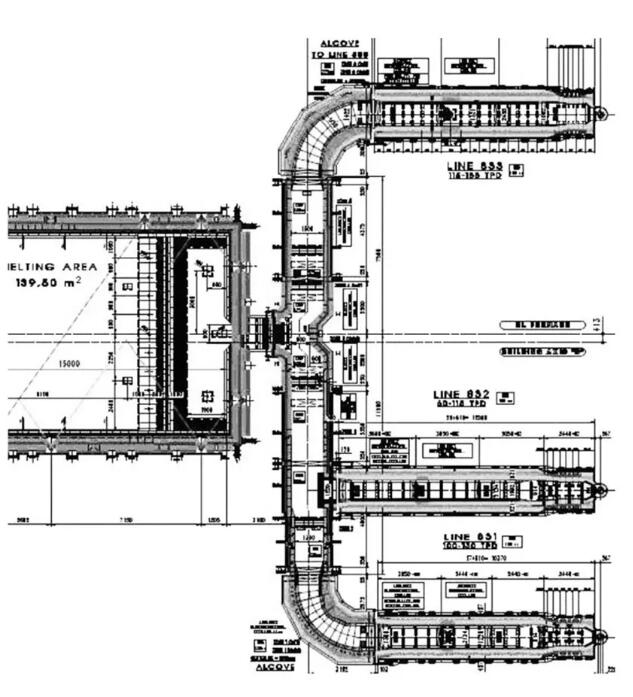
圖1 分配料道(單流液洞)的典型案例
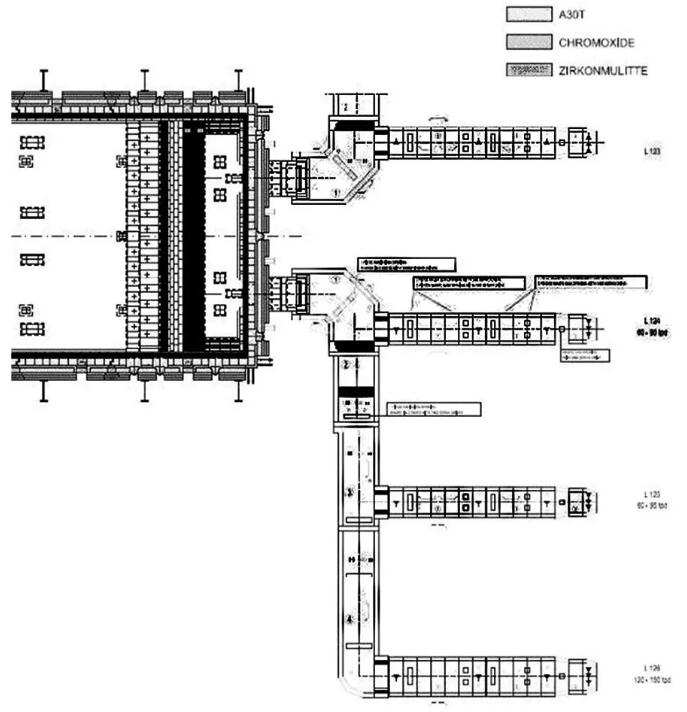
圖2 分配料道(雙流液洞)的典型案例
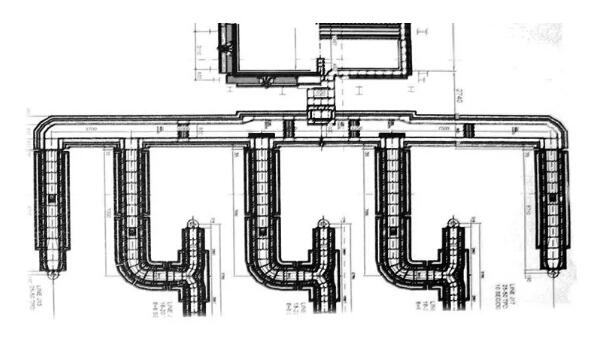
圖3 分配料道布置的典型案例
4.分配料道與供料道的關系
1)分配料道是供料道的前提條件。如上所述的多項要素,分配料道的設計和匹配原則,一定要按照供料道的布置和每天的出料量,以及工藝要求、料道入口的溫度指標等多項要素綜合考慮而決定的。
2)分配料道的溫度可調范圍跨度較寬,而玻璃液在供料道內的調整幅度僅僅只有80~140℃的極小調節范圍。因此,它必須要滿足供料道入口的溫度指標要求(1150~1300℃)。該項溫度指標對成型工藝則是剛性的要求。
3)據國外資料所表述的分配料道與供料道的溫度關系,如圖4。
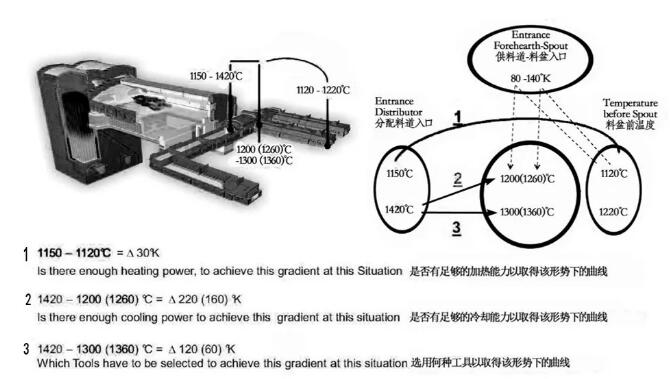
圖4 分配料道與供料道的溫度關系
5.分配料道與料滴制備的關系
分配料道與料滴制備關系的是非常嚴密的。
1)技術要求。如果分配料道設計不合理,將會給成型工藝造成致命的缺憾問題。
2)分配料道應該正是制作優質和穩定料滴制備更加輕松的前提條件。
3)國外經驗表明,他們把分配料道看得非常重。堅持把分配料道和供料道作為共同體,并視同為料滴制備成功的關鍵硬件。
4)國外的分配料道都設置了氣體燃料加熱和相匹配的冷卻風系統。這些硬件設施就是為了調節玻璃液在進入供料道前的溫度指標值。使其盡量符合供料道的入口溫度指標,而入口溫度是料滴制備的最重要前提條件。這種嚴謹的科學態度可為國內瓶罐玻璃行業所借鑒。
6.分配料道與成型工藝的關系
資料表明,料滴制備對制瓶成型的重要性約占70%以上的因素。而分配料道又是供料道最基本的前提條件,足以見證分配料道它對制瓶成型工藝的重要影響。
1)分配料道的設計必須以行列式制瓶機的成型工藝要求為主導,充分考慮成型工藝溫度的不同需求。尤其是供料道入口溫度指標要求十分嚴格。這是成型工藝所必須滿足的關系。
2)當今在一窯多線生產格局的現代大型窯爐格局的情形下,以一般玻璃窯爐設計概念的簡單思維來對待分配料道設計必將走入誤區。國內若干個失誤案例的經驗,足以讓我們轉變觀念。
【關注點】
1)對分配料道國外最新觀點是:為適應行列式制瓶機成型工藝的需要,著重指出的是供料道必須與和分配料道作為一個整體進行共同設計,把分配料道與玻璃窯爐熔化概念要絕對地區分開來。
2)依據供料道匹配位置不同,分配料道的寬度是漸變的;分配料道的深度也是隨著玻璃液的出料量不同和溫度調節要求不同漸變的,即高溫玻璃液在離開流液洞上升道后逐漸變淺。
3)分配料道必須要滿足供料道入口的溫度指標要求,這是成型工藝剛性的溫度指標。經驗表明,做到這樣不僅十分必要而且也是有一定難度。必須嚴肅理性對待分配料道。
4)需要指出的是,分配料道盡管也設置了氣體加熱和相關的冷卻設備,但這些都是屬于輔助性的微調措施。從工業經濟學的視角,分配料道還是要靠其自身設計合理來實現其經濟合理性。附加的熱源和冷風裝置不僅會降低玻璃液流內在均質,而且增加不必要的費用,也是不經濟的。
【綜合關注點】
1)隨著國內行列式制瓶機的大型化和成型工藝條件越來越嚴格的特定要求,國內對分配料道的設計必須盡快轉變觀念和做法。剖析和研究國外分配料道的設計理念,學習國外的做法和借鑒它們的經驗是十分必要也是有益的。
2)制瓶成型工藝的系統性以及其緊密的連續性,決定了它不能以單向思維來對待分配料道問題。因為,料液溫度和操作調整決定了供料道入口溫度的穩定性。資料顯示分配料道設計和匹配的合理性是成型工藝料滴成形的關鍵。
3)支撐分配料道的鋼結構與窯爐流液洞上升道的鋼結構以及支撐供料道鋼結構三者之間的連接問題必須妥善處理好。這是運行安全所必須關注的。
4)必須留意分配料道的相對標高與玻璃窯爐標高差異的選定值的合理性。同時對流液洞上升道銜接標高等各部的標高結合關系。若選值不當,或許它將會給料滴成形帶來負面影響。
5)還要留意分配料道的相對標高與供料道標高差異的絕對尺寸選定。它對于供料道玻璃液穩定有著十分重要的影響。若處理不當它也會給料滴成形(制備)造成不良的直接影響。
6)必須留意流液洞上升道進入分配料道玻璃液的溫度值及其溫度變化狀況,尤其是對供料道入口溫度的標準和穩定性的嚴密控制。它對料滴成形有著較大的影響。